云南雕阳商贸有限公司免费为您提供云南激光切割,昆明不锈钢加工,云南预埋件加工等一些相关信息的展示发布,请您关注本站!


产品中心
走进我们
云南雕阳商贸有限公司
云南激光切割,昆明预埋件加工就找雕阳商贸集生产、销售、设计、加工、制作与安装为一体的不锈钢加工企业。雕阳商贸成立于2015年,公司注册资金1000万元,经营范围:国内贸易、物资供销非生产性废旧金属回收、再生资源回收;经济信息咨询。公司占地1100平米, 我司主要经营:型材、板材、轨道钢、管材等工程材料,一直以来与各大国企、央企合作。在新老客户以及各钢厂的大力...
公司优势
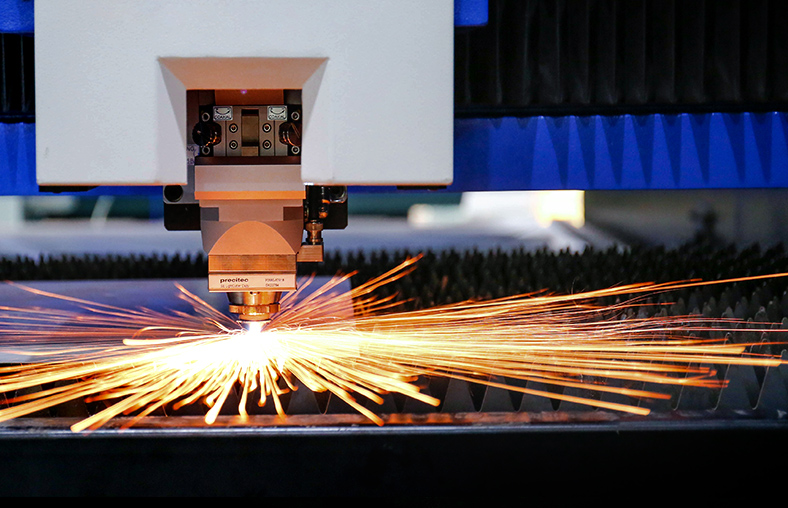
激光切割


不锈钢加工
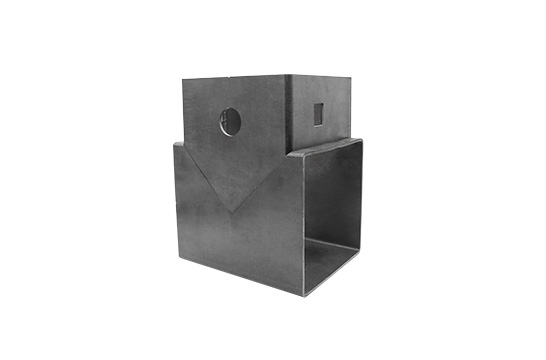
预埋件加工

案例展示
新闻资讯
公司新闻
MORE+行业新闻
MORE+Copyright©www.yndyjg.com ( 点击复制 )云南雕阳商贸有限公司
云南激光切割怎么样?昆明不锈钢加工哪家便宜?云南预埋件加工哪家好?云南雕阳商贸有限公司主要提供云南激光切割,昆明不锈钢加工,云南预埋件加工
Powered by  技术支持
技术支持 
备案号:滇ICP备2020008940号
孙悟空热门城市推广:
网站部分图片来源于网络,如有侵权,请联系删除。